你好呀,感谢惠顾cnc制作加工平台产品【广州市捷弘数控车床智慧科持不足品牌】正式网站平台!
数控加工设备:航空航天工業的考虑
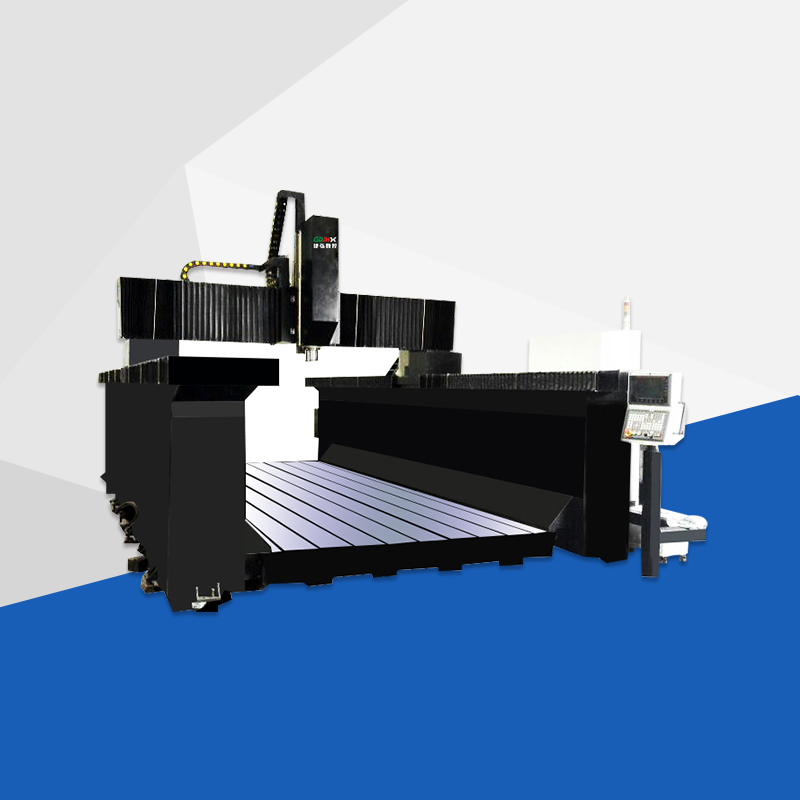
职业CNC工作中心的制定及生产制造整体功能作为商


湖北省免售后服务电语
0757-29289172







 中文字幕
中文字幕


 微信扫一扫
微信扫一扫